Minden nyomtatási feladat utómunkálatokat igényel, ezért az anyagpazarlás elkerülése érdekében elengedhetetlen a precíz vágás. A nyomdai szolgáltatóknak számos eszközt kell kezelniük, az egyszerű tekercsvágóktól kezdve az automatizált CNC-vágóasztalokig és marógépekig. Az eszközök sokoldalúsága, a szoftverintegráció és a robotizált automatizálás közötti egyensúly megteremtése elengedhetetlen az átbocsátási teljesítmény maximalizálásához, valamint ahhoz, hogy az utómunkálatok ne váljanak a gyártás szűk keresztmetszetévé.
Minden egyes nyomtatási feladatot a nyomtatás után utómunkálatokkal kell befejezni, ami legtöbbször valamilyen vágási műveletet jelent. Az alapanyag típusától és a konkrét felhasználástól függően különböző lehetőségek állnak rendelkezésre, de vannak olyan kérdések, amelyek minden esetben közösek.

Ezek közül a legfontosabb az, hogy a vágás tiszta legyen, szakadás nélkül, mivel ellenkező esetben a munkát újra kell nyomtatni, ami nemcsak az anyagpazarlást, hanem a már ráfordított idő elvesztését is jelenti. Éppen ezért a karbantartás és a támogatás költségei éppoly fontosak, mint a gépbe történő kezdeti beruházás.
A legegyszerűbb vágóeszköz talán a tekercsvágó, bár ez még mindig elengedhetetlen eszköz sok nyomdai szolgáltató számára. Ezek egyszerűen a kívánt szélességre vágják a tekercseket, de arra is használhatók, hogy a tekercseket lapokra vágják. Általában vinil-, transzparens- vagy textilanyagok feldolgozására alkalmasak. Ne keverjük össze a vinilvágókkal, amelyek kézi eszközök a vinil vágásához, és különösen hasznosak a járműgrafikákhoz szükséges panelek méretre vágásához.
Ezek mellett léteznek a vágóplotterek is, amelyeket néha vinilvágónak is neveznek. Ezek bonyolult alakzatokat is kivághatnak, és leggyakrabban öntapadó vinilhez használják őket. Az ezeken az eszközökön elvégezhető feladatok köre nagymértékben függ a készülék által kifejthető vágóerőtől. A gyakorlatban körülbelül 120 g vágási erő elegendő a papír és a vinil megmunkálásához, ami alkalmas például matricák készítésére vagy betűk és egyéb alakzatok kivágására. Keményebb anyagok, például fényvisszaverő fóliák esetében nagyobb teherbírású megoldásra van szükség, akár 600 g vágási erővel. Mindenesetre a vágóplotternek több vágási lehetőséget is kínálnia kell, beleértve a hordozóanyag teljes átvágását, a grafikai réteg átvágását a hátlap anyagának meghagyásával, valamint a perforálást.
Ha elsősorban matricákat gyártasz, akkor érdemes lehet egy beépített vágóegységgel rendelkező, erre a célra kifejlesztett nyomtatót vásárolni. Ez ugyan jobb pozicionálást tesz lehetővé, de nagyobb mennyiségű termelés esetén előnyösebb lehet különálló eszközöket használni, mivel a két funkció különböző sebességgel működik.
Következőként a digitális vágóasztalról lesz szó, amelyet néha CNC-vágógépnek is neveznek. Ezek rendkívül sokoldalú eszközök, amelyek számos különböző alkalmazási területen használhatók. Számítógépes numerikus vezérlőrendszert (CNC) alkalmaznak, amely automatikusan pontosan a megfelelő pozícióba mozgatja a vágófejet. Ezzel rendkívül bonyolult vágási minták hozhatók létre, amelyek következetesen megismételhetők több azonos példány elkészítéséhez. Különböző anyagokkal képesek dolgozni, a viniltől és a textíliáktól egészen a habkartonig. Egyes modellek jobban alkalmasak bizonyos alkalmazásokra, például csomagolásra, sőt textilgyártásra is.
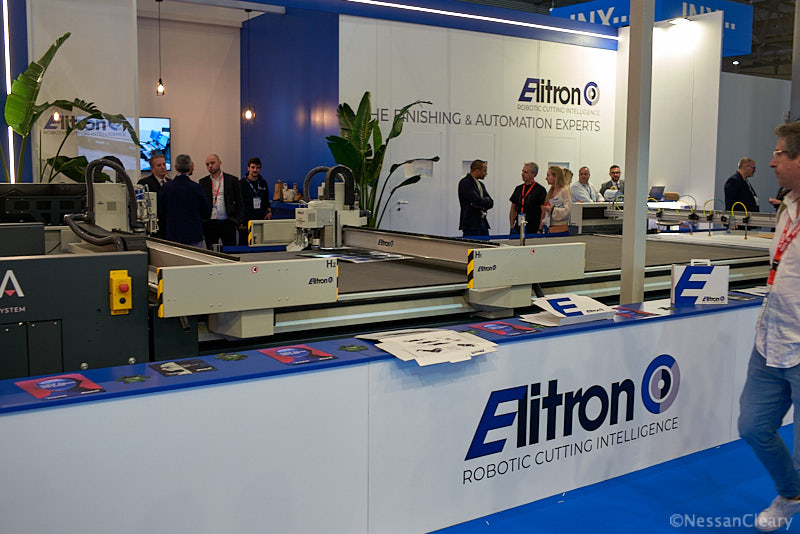
A vágóasztalok piaca az elmúlt években rendkívül versenyképessé vált a számos kínai gyártó – például a JWEI és az iEcho – megjelenése miatt, amint az a legutóbbi Fespa kiállításon is látható volt. Ez arra késztette a régóta piacon jelen lévő nyugati vállalatokat, köztük a Kongsberget, a Zundot és az Elitront, hogy nagyobb, jobban automatizált rendszereket kínáljanak.
Mindazonáltal a legfontosabb szempont az általános termelékenység, hogy elkerülhető legyen, hogy a vágóasztal a gyártás szűk keresztmetszetévé váljon. A legtöbb gyártó megadja a vágási sebességet, de ezt befolyásolja az anyag típusa, valamint az, hogy a görbék milyen mértékben lassítják a vágófej mozgását. A termelékenységet az is befolyásolja, hogy mennyi időbe telik az anyagok az asztalra való felhelyezése, a referenciapont megkeresése és a vágófej pozícióba állítása.
Végül pedig ott van a CNC-marógép, amelyet néha csupán egy nagyobb teherbírású vágószerszámnak tekintenek. Igaz, hogy a marógépek leginkább a sűrűbb, nehezen átvágható anyagokhoz alkalmasak, és – amint a nevük is sugallja – a vágóasztalokhoz hasonló CNC-rendszert használnak. Számos vágóasztal felszerelhető marófejjel, és egyes gyártók olyan hibrid modelleket is kínálnak, amelyek rendkívül széles körű anyagválasztékot képesek feldolgozni.
A marás azonban sokkal többet jelent, mint pusztán alakzatok kivágása. A marógépeket úgy tervezték, hogy sokkal vastagabb, sűrűbb anyagokat is átvágjanak, mint például az akril, a plexiüveg és más műanyagok, a fa, a kompozit anyagok, valamint egyes esetekben a nemvasfémek, például az alumínium vagy a sárgaréz. Így a CNC-marógépek felhasználhatók háromdimenziós táblák készítésére és gravírozásra is, és mindezt nagy sebességgel képesek elvégezni.
Minden CNC-vágóasztal és a legtöbb CNC-marógép három tengely mentén képes mozogni, így a vágófej az asztal szélessége és hossza mentén tetszőleges helyre pozícionálható, és a vágási mélység is szabályozható. Ezen felül egyes CNC-marógépek akár öt tengely mentén is képesek mozogni, ami lehetővé teszi a vágófej döntését vagy forgatását, így nagyobb rugalmasságot biztosítva a vágási szög beállításában. Ez talán nem feltétlenül elengedhetetlen követelmény a cégtábla-gyártáshoz, de lehetővé teszi a nyomdai szolgáltatók számára, hogy tevékenységüket más iparágakra is kiterjesszék.
A vágóasztalok vagy a marógépek mellett gondoskodnia kell arról is, hogy megfelelő szerszámválaszték álljon rendelkezésre. A legtöbb nagyformátumú szolgáltató különféle anyagokkal dolgozik, többek között kartonpapírral, habkartonnal és akrillal, amelyek mindegyikéhez speciális vágószerszámokra van szükség a tiszta, éles élű vágások biztosításához. Szükség lehet egyéb szerszámokra is, például hajtogatókerekekre, amelyekkel tiszta hajtogatási vonalak hozhatók létre az értékesítési pontok kiállítási anyagaihoz vagy a csomagolásokhoz. A legtöbb ilyen rendszer ma már automatikus szerszámcserélő rendszerrel is rendelkezik, ami segíthet csökkenteni a feladatok közötti kezelői beavatkozás mértékét.
Egyre gyakrabban találkozhatunk olyan megoldásokkal, ahol robotkarokat használnak mind a CNC-vágóasztalok, mind a marógépek mellett az anyagok be- és kirakásának automatizálására. Elméletileg ez hozzájárulhat az átbocsátási teljesítmény növeléséhez, különösen nagyobb méretű lemezek esetében. Ugyanakkor a munkaerőköltségek csökkentése szempontjából is hasznos, mivel így egy kezelő több automatizált gyártási folyamatot is felügyelhet.

Végül figyelembe kell venni a vágóberendezések működtetéséhez szükséges szoftvert is. Ideális esetben ennek integrálódnia kell a munkafolyamat-szoftverbe, hogy a vágási sablonok az egyes munkák nyomdai előkészítésével együtt állíthatók be. Manapság valószínűleg egy karbantartási vagy licencszerződést is figyelembe kell venni a szoftver naprakészen tartása érdekében.
Fedezze fel a vágással kapcsolatos legfrissebb tartalmakat