
One of the most notable developments in specialty printing is hybrid production. This process combines screen printing and digital printing to produce high-quality, efficient results for graphic and industrial applications.
Screen printing and digital printing combined? For that to happen, a meeting of the minds was first needed—from both sides. After all, digital printing has taken a huge chunk of print volume away from screen printing over the past 30 years. While digital-only print shops often considered analog printing old-fashioned, skilled screen printers were quick to criticize the quality of digital prints.
The first thing to change was in the late 2010s, with a new generation of printing industry employees—but above all, their customers. Today, buyers of printed products place the greatest value on products that fully meet their requirements and are cost-effective. And this is true regardless of whether the printing is analog or digital. After all, screen printing and digital printing each have their own strengths and weaknesses. Specialized printing companies have long recognized this, and as a result, screen printing lines and digital printers are increasingly found side by side in production facilities.
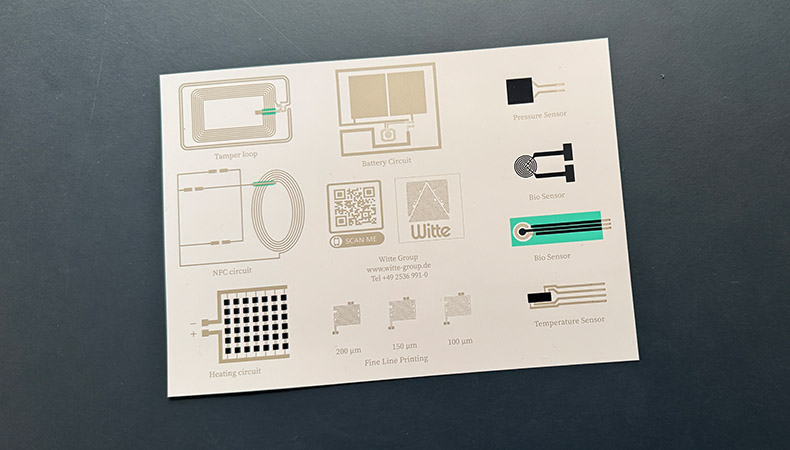
Printed electronics often require a combination of screen printing and digital printing. Photo: Sonja Angerer
Advantages and Disadvantages of Screen Printing and Digital Printing
As an analog process, screen printing requires printing plates. While the process of creating these plates has become significantly easier, faster, and more environmentally friendly in recent decades, the production of screens still takes time and incurs costs. Since these costs are allocated to each individual printed item, the smaller the print run, the more significant the screen production costs become. As a result, very small print runs or one-off items quickly become unprofitable. Given today’s demand for personalized and customized products, this is the biggest drawback of screen printing.
However, screen printing also offers many advantages that are extremely helpful in hybrid production. For example, there are reliable inks and primers for a wide variety of surfaces, such as textiles, ceramics, glass, and metal. Screen printing allows for the application of thick layers, resulting in high opacity and color intensity. In addition, screen-printed designs are extremely durable and are generally more resistant to wear and tear and weathering than digital prints.
Unlike screen printing, digital printing does not use printing templates, as the image is transferred directly from a digital file onto the material. This makes it ideal for small print runs, variable data, and personalized prints. Additionally, designs do not need to be repeated in a pattern. Digital printing is often superior to screen printing in terms of quality, especially when printing four or more colors. This is because fine details and gradients can be reproduced more precisely.
Digital printers typically use only one type of ink. This eliminates the need for time-consuming color changes. As a result, production time is significantly reduced compared to screen printing. However, this limited flexibility in ink selection is also the greatest weakness of digital printing, especially in industrial applications.
This is because highly pigmented or thick fluids—which are available at low cost on the global market for screen printing—are often not approved for use with standard printheads. In some cases, they can be adapted for digital printing. However, this is time-consuming and expensive. For highly opaque layers, many print head passes are often still required, making the printing process very slow overall.

Hybrid printing is often used for wall decorations in interior design. Photo: Sonja Angerer
Hybrid Production: The Combination of Screen Printing and Digital Printing
Hybrid production combines the advantages of screen printing and digital printing to maximize the efficiency and quality of printed products. This helps optimize production costs. In hybrid processes, screen printing is used for priming, consistent design elements, and large areas of color, primer, or varnish. In addition, special fluids—such as conductive pastes for printed electronics —can be easily applied using screen printing.
Digital printing is best suited for detailed and variable elements, non-repeating patterns, and multicolor gradients. As a result, hybrid processes combining screen printing and digital printing enable the creation of complex designs and the production of products that would be difficult to produce using a single process, would be possible only at much higher costs, or would be impossible to produce at all.
However, hybrid production is not without its drawbacks. For example, compared to pure digital printing, its environmental footprint is significantly larger. This is because two machines are required: a screen printing line and a digital printer. The infrastructure for digital printing must be maintained, as must the equipment for coating and stripping screens. This requires a lot of energy, as well as a significant amount of water and chemicals. In addition, a great deal of expertise is needed to ensure that screen printing and digital printing work together seamlessly.
However, when one considers that many applications possible with hybrid printing could not be produced—or could not be produced cost-effectively—using individual processes, this puts things into perspective. Compared to purely analog processes, hybrid printing also significantly reduces production times.

Many packaging applications can be produced faster and more cost-effectively using hybrid processes. Photo: Sonja Angerer
Applications for Hybrid Printing
Hybrid production combining screen printing and digital printing is used in various industries, including:
- Textile Industry: For the production of T-shirts, bags, and other textiles that require durable, high-detail printing.
- Packaging: For the production of packaging in large quantities that is customized for specific regions, seasons, or promotional campaigns.
- Printed interior designs: For printing wallpaper with special decorative panels, as well as table and floor panels.
- Advertising Technology: For large-format advertising banners and signs that require eye-catching designs and high durability.
- Electronics: For printing on printed circuit boards and other electronic components where precision and durability are critical.
The Future Is Hybrid
Hybrid production combining screen and digital printing offers a wide range of advantages in specialty printing. For suitable applications, both the quality and efficiency of the printing process can be significantly improved, while reducing the environmental impact.
Digital printing service providers that use hybrid processes often no longer need varnish or white channels in their printers. Since these channels can be prone to errors, especially when used only sporadically, this approach also helps minimize maintenance costs.
Hybrid production is particularly worthwhile where screen printing presses and experienced staff are already in place. However, even pure digital print shops can benefit from investing in screen printing technology for certain applications. It is reasonable to assume that print customers will demand even more complex applications in the future. For today’s print buyers, the specific technologies used to produce these applications are often of secondary importance. It is therefore reasonable to assume that hybrid products created using both screen and digital printing will be in even greater demand in the future.