Optical brightening agents and their effect on digital textile printing
.jpg?width=750)
What are Optical Brightening Agents, and why do they cause so many problems for Digital Textile printers? A vital issue for the Digital Printing of Textiles is getting to grips with the technology and effect of the upstream use of Optical Brightening Agents in fabric bleaching and preparation.
OBA’s affect colour and how it is perceived, both by the naked eye in natural day light, and when the colour is acutely affected by the light source in which it is finally viewed post manufacture. For merchandisers, and Retailers worldwide this is a huge issue when sourcing multiple products across one colour palette for in-store display. There is currently no standardisation on LED lighting, as an example, and as such, the colour of an approved printed garment when manufactured, can appear a different shade in the Retail store.

Caption: OBA’s affect colour and how it is perceived, both by the naked eye in natural day light, and its acutely affected by the light source in which it is viewed.
The OBA issue affects Fashion, Sportswear, the Events and the Interior Décor Industry. With the correct knowledge, communication, and lighting specification, the issue is easily rectified in print production. However, the facts are rarely communicated between printer, print buyer and the end-user (often not yet defined) and as such is difficult to control.
So why does the Textile Industry use OBA’s? During the process of Bleaching and Drying fabric whiteness can often be enhanced by the addition of an Optical Brightening Agent (OBA).
Optical brightening agents (OBAs) are chemicals that are added to textiles during bleaching of finishing and use the process of fluorescence to trick your eyes into believing your fabrics are whiter and brighter than they actually are.
These additives are often used to enhance the appearance of colour of fabric and paper, causing a "whitening" effect; they make intrinsically yellow/orange materials look less so, by compensating the deficit in blue and purple light reflected by the material, with the blue and purple optical emission of the fluorophore (fluorescent chemical compound).
OBA’s absorb light in the ultraviolet and violet region (usually 340-370 nm) of the electromagnetic spectrum and re-emit light in the blue region (typically 420-470 nm) by fluorescence.
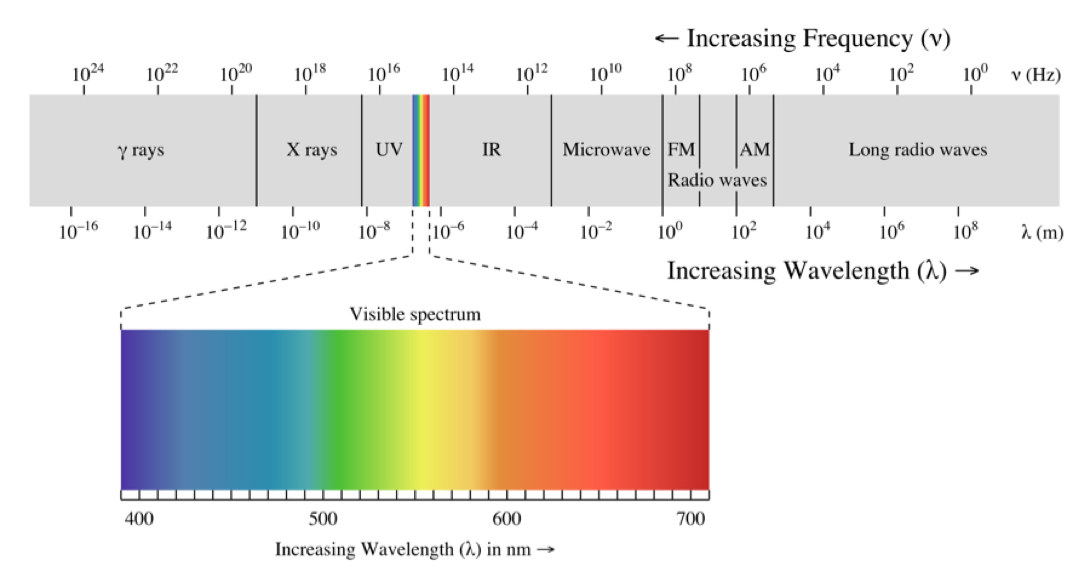
Caption: This is the electromagnetic spectrum. It starts on the far left with gamma rays and travels to the right through x-rays, microwaves, and radio waves.The only part humans can see with the naked eye is the visible spectrum above unless OBAs are used. Image Credit: WIKIPEDIA.
This is the electromagnetic spectrum. It starts on the far left with gamma rays and travels to the right through x-rays, microwaves, and radio waves.
The only part humans can see with the naked eye is the visible spectrum above, unless OBAs are applied. OBA’s absorb a portion of the invisible ultraviolet rays and re-emit them as blue light. It’s this reflected blue light that makes fabrics look brighter and whiter.
OBA’s are commonly used by commission bleachers and fabric finishers to enhance the whiteness of the textile and to adjust the visual appearance of the final fabric to meet the client’s expectations, and whiteness standards.
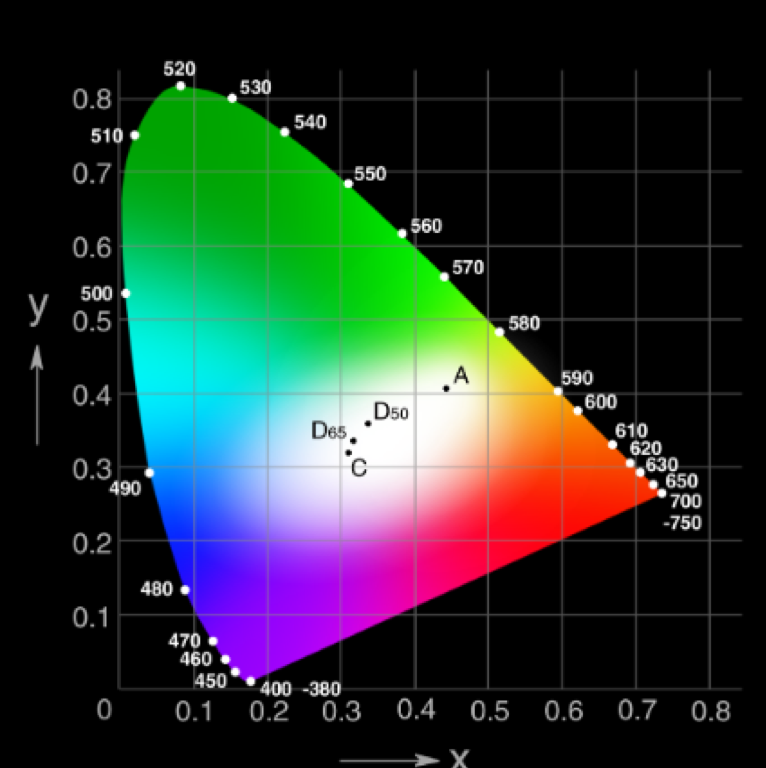
Caption: Different brands of OBA’s have a large variation of colour reflectivity, and the characteristics of reflection vary from one manufacturer to another and from one concentration to another, all of these atributes affect printed colour and how it is perceived. Image Credit: WIKIPEDIA.
However, there is no standardisation, and as such variance cannot be clearly defined. Different brands of chemical OBA’s have a large variation of colour reflectivity, and the characteristics of reflection vary from one manufacturer to another and from one concentration to another.
The OBA’s can invade and distort the colour space that the Digital Printer achieves in production. It therefore follows that if the Colour Space is shifted by an OBA it will distort the actual colour printed by the Digital Printer.
Above all, the Fabric source and preparation for Digital Printing needs to be consistent, and any OBA that is to be used, must be understood, defined and specified from the outset, as OBA variation is the single largest cause of Print Colour mismatches and waste.
It’s easy to detect the presence of optical brighteners under a black ultraviolet light. Fabrics and detergents that contain more OBA’s will appear brighter than those with less.
While fabric prints containing different OBAs may appear the same, they will appear different under artificial light sources that contain more UV light.
Manufacturers who assemble outfits using different pieces of printed fabric from different suppliers, can have substantial variation, for although the fabric pieces may match under general light, those colours can shift under UV light sources to give a total colour mismatch.
Manufacturers of the chemicals used often specially develop OBA’s to target specific fabric types.
In terms of revenue, the global optical brighteners market is huge and is projected to expand at a CAGR of 4.9% from 2018 to 2026 (alongside the predicted growth of Digital Textile Printing), and is expected to reach US$ 2,036 Mn by 2026 (Transparency Market Research)
OBA supply is readily available for cellulosic fibres like cotton and synthetic fibres like polyamide worldwide, but with no standardisation. There are numerous manufacturers and brands, and a wide variance in cost. Each product has different light emission characteristics, and all are available in a wide range of compatibility from fibre type to fibre type.
In conclusion, the influence of an OBA on the final colour achieved by the Digital Printer cannot be over emphasised.
If the concentration varies during a run, or the OBA manufacturer is changed from batch to batch, then the profiling that the Printer has previously done on the fabric will be worthless, and print service provider will have to re-profile before commencing production.
Giving the Digital Textile Printer certainty of supply, by retaining continuity of the Textile whiteness equation (with no latitude for variation permitted) is essential and must be considered when defining the supply chain for all digitally printed textiles.
Topics
Interested in joining our community?
Enquire today about joining your local FESPA Association or FESPA Direct
Recent news

Screen Printing
The power of digital design tools in screen printing
James Gatica shares how the combination of traditional screen-printing techniques with cutting-edge digital design tools is revolutionising the way designers conceptualise and produce custom decorative pieces.
25-04-2024

Personalisation
Key trends and market shifts on Personalisation and Sportswear with Epson
Debbie McKeegan speaks to Duncan Ferguson, VP of Commercial and Industrial Printing at Epson Europe about the market shifts and current trends around personalisation. Duncan shares the key trend of merging both fashion and sportswear.
25-04-2024

